
- · 宁波7075花纹铝板##材料拒绝中间商
- · 厂家批发G50501~~保质保量
- · 安阳螺纹钢 安阳螺纹钢厂家 螺纹钢生产厂家
- · 平度莱西九米六拉货车高栏租货车拉货9米6货车拉货境+快+送安全送达
- · 吉林GCr15饼环件##上海博虎特钢180.0199.2776
- · 融安县钢管复合管厂 融安县镀锌钢管 融安县镀锌管 融安县螺旋钢管 #2024更新中
- · 2Cr18Ni9钢板板材##交期快
- · 022cr17ni12mo2不锈钢圆钢圆棒-各地仓库可发
- · 浙江衢州衢江NFJ金属防静电不发耐磨地面材料——免费指导施工
- · 上海2cr13ni2不锈铁棒御钢出品
- · 欢迎访问##鞍山HCM-100A-B-N电机保护器##股份集团
- · 上海轧制2.4819##品质高
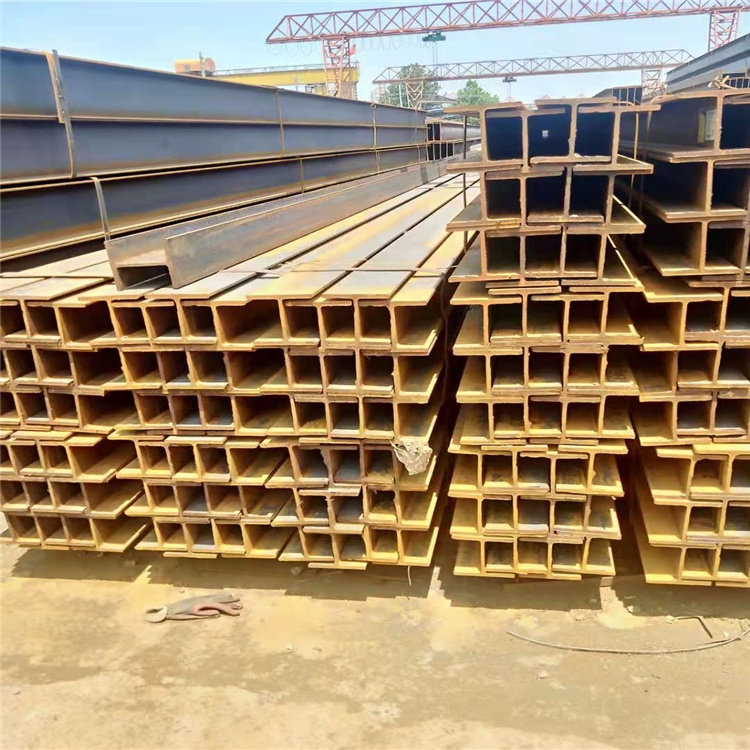
250*250*9*14H型钢 运城建筑H型钢 建设速度



当转子转动时,左端始形成逐渐增大的容腔。转子旋转两圈后吸满流体,形成一个形态为二个导程长,两头小中间大的螺旋状闭合容腔,闭合容腔沿轴向推移, 终在右端消失,从而形成泵对流体的“吸”与“排”。这是一种功能原理较深奥、结构却异常简单的机械。然而以“进化”角度分析它的创新历程,它实质上是从典型四杆机构进化来的。众所周知,欲构思出一种变容式机构,原则上只是把机构里一对有周期性相对运动的构件进行密封形成周期变化的闭合容腔,便可据此设计出一种变容式泵类机械。轧三特钢
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公 *9*14H型钢 运城建筑H型钢 建设速度塑料给水和排水管材管件以聚氯乙(PVC),聚(PP)等为主要材料,下面介绍笔者所在单位在检验这些产品过程中发现的问题、原因及解决的方法:2.1管材、管件的壁厚不均匀、或偏薄管材、管件的壁厚不均匀,很大程度上与生产工艺有关,具体有以下几种情况:a)芯棒与口模不同心,口模间隙不均匀。解决方法就是要调节使其同心。b)塑化不均匀,引起出料量不稳定。由于塑化不好,塑料的流量不稳定,很容易出现出口变形,所以生产前一定要要使原材料塑化均匀,这样才能保证生产质量,使出料稳定。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部 4H型钢 运城建筑H型钢 建设速度AH60C是一种强度高、抗震性好的低合金高强度钢,市场需求量大,但容易出现中心偏析、裂纹等缺陷,造成合格率降低,影响经济效益。分析认为影响AH60C不合格的主要原因是铸机辊缝、二冷水强度、拉速、中包浇注温度、微合金化等。铸机辊缝收缩的目的是通过收缩的辊缝限制,在连铸坯液芯末端施加均匀外力,形成一定的压缩量来补偿铸坯的凝固收缩量。辊缝不合理,会达不到这种效果。磁动脉动磁选机与细筛相配合,提高精矿品位和产量尾矿输送选矿厂尾矿输送是另一项能耗大项,由于尾砂必须及时输送到尾矿坝,所以矿浆泵必须一天24小时不停运转。由于排放浓度低(15%~16%),造成了尾矿输送能耗大,经营费用高。在泵站、管道、扬程均固定的情况下,较易采用变频调速器改变机组的转速、改变泵叶轮的参数等技术改造旧泵,通过变频调速尾矿泵,实现高浓度或恒浓度输送,可大大的节省能耗。、加强企业管理坚强企业管理也是选矿厂节能降耗的一个有效而重要的步骤,选矿厂节能降耗是一项综合技术,是一项系统管理工程,节能降耗的效益是通过企业群体节能意识,是所有部门的共同努力,协调配合而达成的,应从抓主作业线磨机运转时间入手,不断提高主作业线的有效作业率,推进主要设备功能投入率和精度保持率,对关键设备的停机时间出明确的考核规定。